
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
शेल मोल्ड कास्टिङ को प्रक्रिया
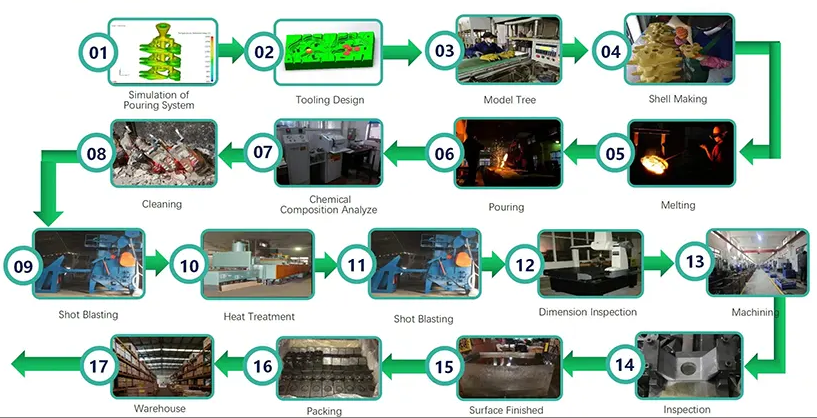
को प्रक्रियाशेल मोल्ड कास्टिङसामान्यतया निम्न चरणहरू समावेश छन्:
मोल्ड बनाउने: पहिले, आवश्यक कास्टिङसँग मिल्दो आकारको साथ धातुको मोल्ड गुहा बनाउनुहोस्।
पूर्व तताउने र तेल लगाउने: मोल्ड गुहालाई 175°C ~ 370°C मा पूर्व तताउनुहोस् र त्यसपछिको डिमोल्डिङलाई सहज बनाउन लुब्रिकेन्ट लगाउनुहोस्।
बालुवाको कोटिंग र क्युरिङ: कास्टिङ बक्समा प्रिहेटेड मोल्ड क्याभिटी राख्नुहोस् र बालुवा-राल मिश्रण खन्याउनुहोस्। मिश्रण आंशिक रूपमा मोल्ड गुहाको सतहमा पातलो खोल बनाउनको लागि ठोस हुन्छ। पछि, पातलो खोललाई पूर्णतया ठोस बनाउनको लागि सम्पूर्ण उपकरणलाई ओवनमा राखिएको छ।
डिमोल्डिङ र एसेम्बली: मोल्ड गुहाबाट ठोस पातलो खोल हटाउनुहोस् र आवश्यकता अनुसार पूर्ण मोल्डमा जम्मा गर्नुहोस्।
खन्याउने र चिसो पार्ने: पग्लिएको धातुलाई मोल्डमा हाल्नुहोस्, र धातु चिसो र ठोस भएपछि, कास्टिङ हटाउनको लागि मोल्ड खोल्नुहोस्।
सफाई र पोस्ट-प्रोसेसिङ: कास्टिङ सफा गर्नुहोस् र आवश्यक पोस्ट-प्रोसेसिङ प्रदर्शन गर्नुहोस्, जस्तै गेट हटाउने र पीसने।
आवेदन क्षेत्र
शेल मोल्ड कास्टिङयसको उच्च परिशुद्धता र कम लागतको कारणले विभिन्न मेकानिकल निर्माण क्षेत्रहरूमा व्यापक रूपमा प्रयोग गरिन्छ। विशेष गरी कास्टिङका लागि उच्च परिशुद्धता र जटिल आकारहरू चाहिन्छ, जस्तै इन्जिन ब्लकहरू, सिलिन्डर हेडहरू, गियरबक्स भागहरू, इत्यादि, शेल मोल्ड कास्टिङले ठूलो फाइदाहरू देखाउँदछ।
सोधपुछ पठाउनुहोस्


X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति